机械设备有限公司")

- 德国bb21螺柱焊机中国代表处-友君欧比欧(厦门)机械设备有限公司,
电话:0592-5780960 0592-5780426
传真:0592-5780426
邮箱:ugene@bb21-automation.com 地址:中国(福建)自由贸易实验区厦门市海沧区海景东路4号09B栋2楼 - 闽ICP备15006864号-1
- 德国bb21螺柱焊机中国代表处-友君欧比欧(厦门)机械设备有限公司,
关于我们
电弧吹偏及补救方法
电弧的弧柱是由高温电离气体组成的柔性导体,螺柱焊的电弧对焊接结果具有重要意义,一个原因是螺柱焊时瞬间电流很大,产生了很强的磁场,在磁场中电弧表现为像一个没有强度的导线,强大的磁场使电弧产生电磁性吹偏;另一个原因是在焊接时产生大量的热量,过热的空气和陶瓷环产生电弧的热吹偏。
通常情况下,由于磁场分布不均而引起的“磁偏吹”影响较大,磁偏吹发生时,螺柱会单侧强烈熔化,焊缝加强高部分会变为只按照一侧浸入母材或者焊缝不能完全闭合,并且电弧偏吹的熔化焊缝上带有多气孔的倾向,严重影响焊接质量和合格率,有的几乎不能正常进行焊接。彻底消除螺柱焊时的“磁偏吹”现象几乎是不可能的,人们只能从以下几种方法中选择一两种方法来降低其影响。
1、合理连接螺柱焊的极性
极性是指工件到焊接电源的连接方式,原则上,在螺柱焊接时焊接电源的正极接工件焊接时排斥电弧,而焊接电源的负极接焊枪吸引电弧。如下图1-1所示
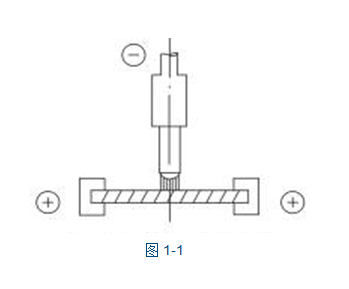
2、在电弧偏吹背向端接入地线
接地端在生产过程中总是预先接好,在焊接过程中,由于工件慢慢被磁化,将发生电弧向接入端的另一面偏移。此时应尽早接入另一根规格相同的地线,长度相同,以防止工件被磁化而发生磁偏吹。如下图2-1所示:
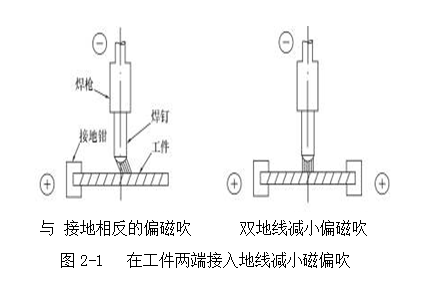
3、结构的影响
当电弧两面为非对称结构时,磁偏吹会偏向质量(重量)较大的一面。这是
因为质量较大的一面将会被更大强度地磁化,从而对电弧产生引力,当发生这一现象时,应从结构上进行修正,在无法避免的情况下,焊接时应适当增加导磁物,加入导磁物的目的是吸引电弧。通常将导磁物加工成半圆形,厚度与重量根据实际情况调整。如图3-1所示:
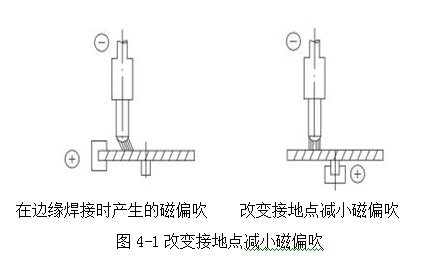
4、改变接地的位置
当螺柱在工件的边缘焊接时,由于工件慢慢被磁化,将发生电弧向工件内部产生偏移,同时由于重量的不平衡工件内部的质量相对较大,也将引起电弧向工件内部偏移。在此种情况下可以采用使工件磁化产生的偏宜和重量产生的偏家相互抵消,改变接地线位置的方法减少偏磁。如图4-1所示。
5、焊接工装尽量采用非磁性材料。
焊接过程中经常使用一些工具,为防磁化和影响焊接效果,尽量使用塑料制品、铝、奥氏体不锈铜和铜质材料。
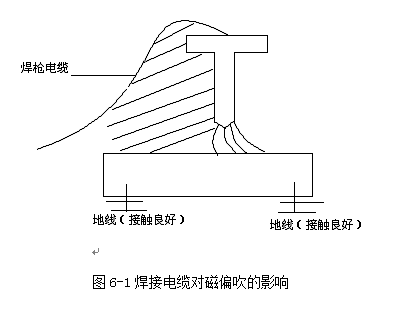
6、焊枪电缆也会影响电弧
Ⅰ、 焊枪电缆(尾线),在阴影区的面积越小,导致磁偏吹越严重,建议焊接时尽量控制尾线,避免焊接质量下降。如图6-1所示。同样道理,在临近焊接部位的地方,尽量不要设置任何导线。
Ⅱ、焊接时焊接的电流比较大,电缆盘成圈状会产生和圈状电缆垂直方向的强磁场,其磁场的强度和圈数成正比,即圈数越多,磁场越强,也和焊接电流有关,电流越大磁场越强,可能造成在附近施焊的电弧偏吹严重,影响焊接质量。
7、焊接部位两面分布异种金属材料
此时应注意是否有材料的磁性差别,如一边是低碳钢,而另一边分布有不锈钢,尽量避免这种情况发生,如无法避免,应尝试使用引铁进行校正。
