机械设备有限公司")

- 德国bb21螺柱焊机中国代表处-友君欧比欧(厦门)机械设备有限公司,
电话:0592-5780960 0592-5780426
传真:0592-5780426
邮箱:ugene@bb21-automation.com 地址:中国(福建)自由贸易实验区厦门市海沧区海景东路4号09B栋2楼 - 闽ICP备15006864号-1
- 德国bb21螺柱焊机中国代表处-友君欧比欧(厦门)机械设备有限公司,
关于我们
气体保护拉弧式螺柱焊接技术
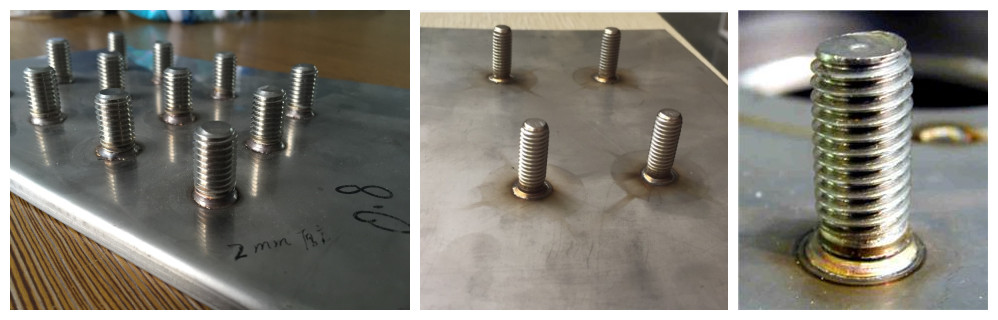
“带保护气体的拉弧螺柱焊接”工艺用于直径3至12 mm(16mm)的螺柱焊接。
通常,电源的正极连接到工件。
将螺柱插入螺柱焊枪的夹头中,并可能通过支持套筒将其定位在工件上。
开始焊接过程:通过提升机构,将螺柱提升,首先将拉出小电流的辅助电弧(引弧)。然后,将在螺柱的尖端和工件之间绘制主弧。
高安培数的主电弧必须调整到螺柱的直径。
螺柱和相对工件的横截面部分熔化。
经过调整的焊接时间后,将螺柱移向工件,并且两个熔合区紧密结合。
电源关闭,熔化区凝固并冷却。
为了获得良好的气体保护,必不可少的用具。在卡盘的上部,气室应通过橡胶套密封。
在工件下方,需要横向开槽以使气体逸出。
使用适当的保护气体非常重要:低碳钢和不锈钢:铝含量为82%的Ar和18%的Co2;纯氩或Ar和He。
短周期螺柱焊接”工艺用于将直径3到12 mm的螺柱焊接到薄板上。
薄板的最小厚度为螺柱直径的1/8。
该过程导致平坦的焊缝熔深。因此,短周期螺柱焊接主要用于将螺柱焊接到薄板上。通常,使用不带任何铝的带凸缘和平坦顶点的双头螺栓。
通常,电源的正极连接到工件。
将螺柱插入螺柱焊枪的卡盘中,并可能通过添加陶瓷套圈将其定位在工件上。
开始焊接过程:通过提升机构,将螺柱提升,首先将拉出小电流的辅助电弧(引弧)。然后,将在螺柱的尖端和工件之间绘制主弧。
高安培数的主电弧必须调整到螺柱的直径。
螺柱和相对工件的横截面部分熔化。
经过调整的焊接时间后,将螺柱移向工件,并且两个熔合区紧密结合。
电源关闭,熔化区凝固并冷却。
